Purification Units
Cryogenic Purifiers
Over the past 35+ years, AET’s cryogenic gas recovery purifiers have been successfully utilized by various US Department of Energy labs and industrial clients for helium and hydrogen gas purification. Furthermore, our purifiers can be found throughout the world as we have adapted the design for use in The USA, China, Taiwan, Japan and others.
Our purifiers are easily integrated into full scale Helium Recovery Systems. Similarly, those looking for full helium recovery systems are welcome to contact us for consultation and guidance, as well.
Leveraging our state-of-the-art in-house testing capabilities, AET’s engineers have continued to improve the design and ease of operation of our purifiers in order to meet the requirements of our diverse customer base. Most noteworthy of these changes is the inclusion of automatic liquid level control on the adsorber cooling jacket. As a result of this, the unit requires nearly no operator interference during the purification process.
Product Highlights:
- Cryogenic Adsorption Method
- More efficient than Pressure Swing Adsorption
- High Flow Rates
- High (~3000 PSIG) and Low (~300 PSIG) Pressure Design Flexibility
- Semi-Automatic or Full PLC Driven Controls and Data Collection
- Ease of On-Site Service and Maintenance
- Outlet Purity of 99.999%+, and we can offer higher purity with a guarantee
- More than 30 Years Operation History
- In-House Testing Capability
- 24/7 Run-Time Options
- Local Pressure Vessel Code Compliance
Advantages with an AET Purifier:
- Customizable Solutions
- Designed for Bulk Processing
- Low Utilities Budget
- Less than 6 Hour Self-Regeneration
- Long Lasting Adsorbent, Replaceable if Necessary
- Low Maintenance – High Uptime
- Reliable and Readily Available Parts
Optional Additional Equipment:
- Compressor
- VIP (Vacuum Insulated Piping)
- Oil Removal System
- Liquefier
- Gas/Liquid Storage
- LN2 Phase Separator

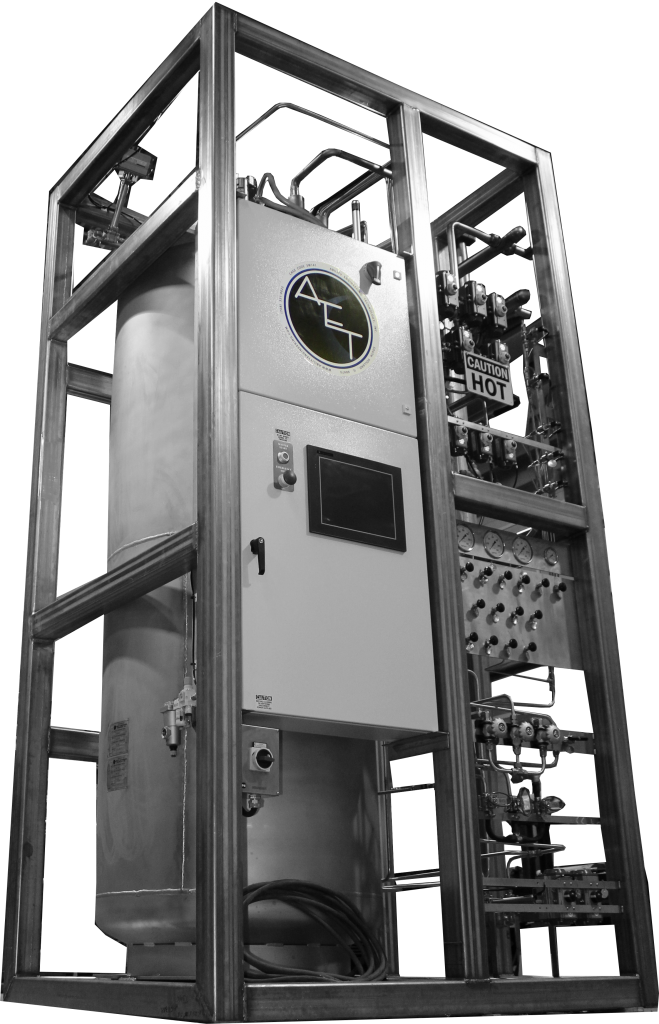
LOW PRESSURE DUAL-BED PURIFIER
Dual-Bed Cryogenic Adsorbtion Purifier with PLC
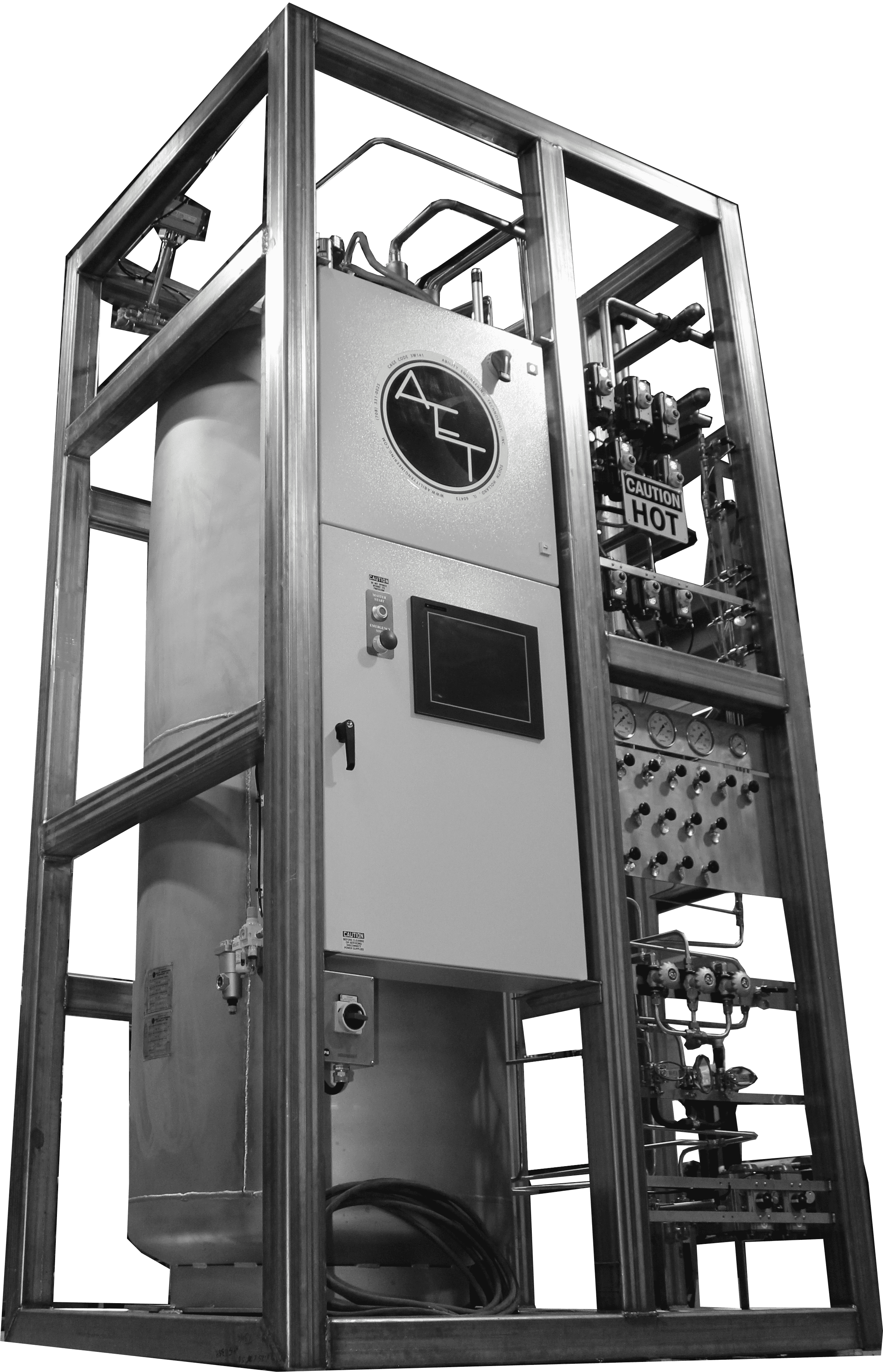
Purifier – LP60-He-A
Low Pressure 60 Grams per Second Helium Purifier with PLC

Purifier – LP30-He-M
Helium purifier with phase separator
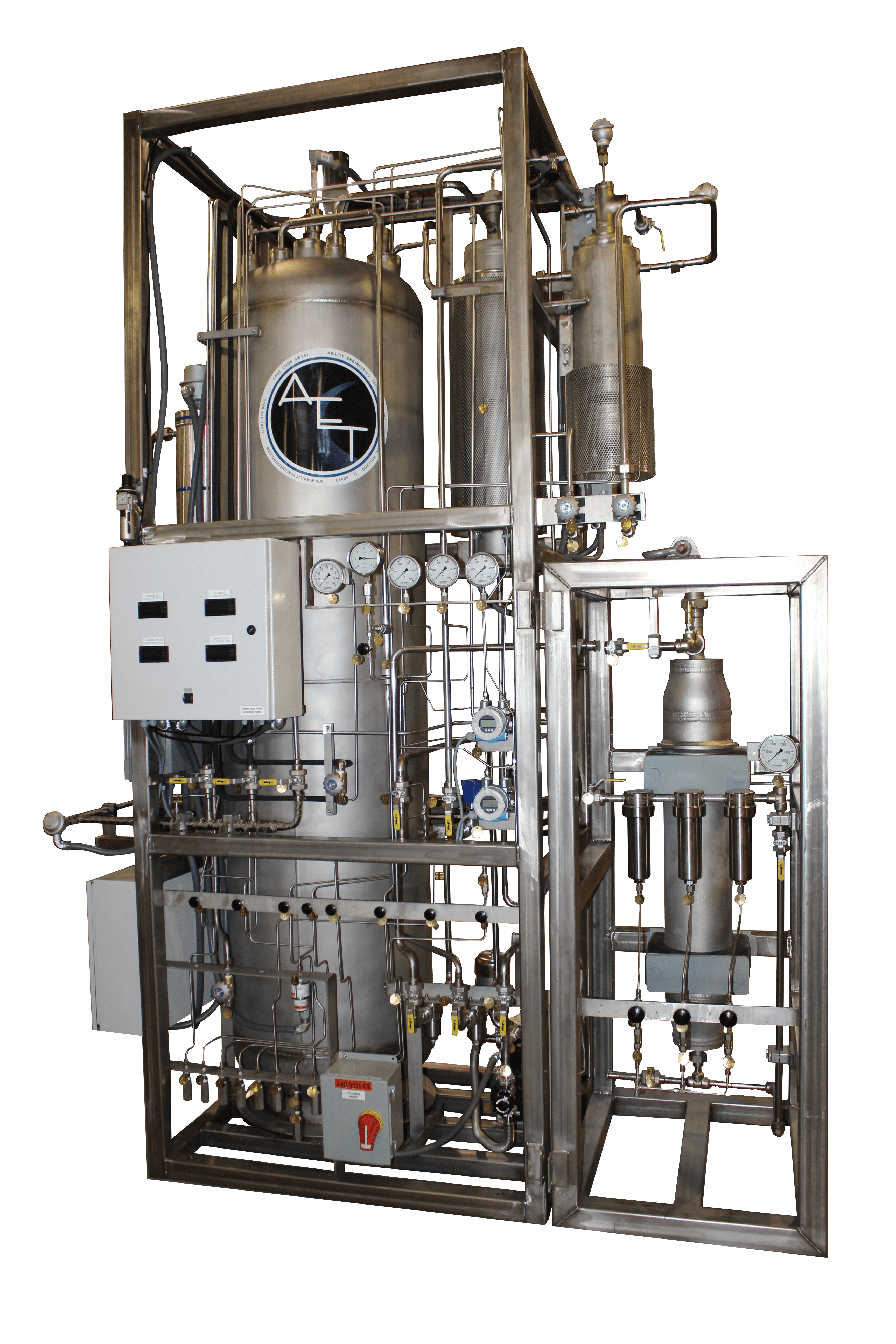
Purifier – HP100-He-M+
High Pressure 100 NM^3/hr Helium Purifier with Oil Removal System

Purifier – HP50-H2-M
3000psi at 50 NM^3/hr Hydrogen Purifier

DUAL-BED CRYOGENIC PURIFIER
Dual-Bed Cryogenic Adsorbtion Purifier
- More Info
- Low Pressure Info & Case Study
- High Pressure Info & Case Study
- Applications, Tools and Components
Introduction
The Helium or Hydrogen Recovery Purifier is a cryogenic adsorber based purification system. It accepts a flow of gas at pressure and removes the impurities by adsorption. Silica gel or other similar adsorbents are used as the adsorbent material and it is submerged in liquid nitrogen. To preserve cryogenic fluids and promote conservation, the system has several heat exchangers to pre-cool the helium gas prior to its passage through the desiccant/adsorbent bed.
Process Description
Gas Inlet Process
Impure gas flows to the purifier and splits into two streams. One stream passes through Heat Exchanger I, exchanging heat with the returning pure helium gas. The second, smaller stream, flows to Heat Exchanger II and is cooled counter- current to a stream of nitrogen gas leaving a boiling bath of liquid nitrogen. These two streams rejoin and flow to a coil submerged in a bath of liquid nitrogen within Heat Exchanger III, where it cools to within a degree of liquid nitrogen temperature.
Moisture/Gas Phase Separator
Gas then enters a separator removing droplets of liquid nitrogen or oxygen. Level in the separator is monitored and any liquid that is collected is vented. The nitrogen boil-off gas exits the liquid nitrogen pot, cooling the smaller of the two incoming gas streams in Heat Exchanger II.
Adosrber Bed
The process gas continues and enters a cold bed of silica gel, which acts as an adsorbent within the Adsorber, where the contaminants are adsorbed on the surface of the silica gel.
Gas Outlet Process
The full stream exits the bed and returns to Heat Exchanger I, where it exchanges heat with the larger incoming stream and leaves as purified gas.
Purifier Process Diagram
- Pressure of 150-600 PSIG
- Mass Flow of 30 grams per second+
Low Pressure Case Study
The institution was feeling constraints on their supplier in response to a lesser high purity helium supply.
- Volumetric Flow 60 grams per second
- Pressure 300 PSIG
- 99.999%+ Outlet Purity Achievable
- PLC Operated ( Allen Bradley )
Automated Run Processes with Allen-Bradley PLC;
- System Purge and Cooldown
- Main Run Condition – Generate Pure Gas
- Regeneration Process – Purge, Heater, and N2 Flow
- Can Integrate Gas Analyzer to Automate Further
Low Pressure 60 Grams per Second Helium Purifier with PLC
Though we have standard models available, we offer engineering services to meet your requirements.
Please contact us for all of your low pressure helium purification needs.
- Pressure of 2200 PSIG+
- Flow of 50 NM^3/Hr+
High Pressure Case Study
AET was contracted to provide a helium gas purifier to an academic institution in Taiwan. (Image Below Case Study)
The institution was feeling constraints on their supplier in response to a lesser high purity helium supply.
- Flow 100 NM^3/hr
- Pressure 2200 PSIG
- 99.9999% Outlet Purity Achievable
- Manually Operated
System Addons;
- Moisture Trap / Pre-Condenser (Utilizes Vent N2 Gas)
- Oil Removal System
- High Performance Regeneration Heater
- Adsorber LN2 Jacket Auto-Fill

High Pressure 100 NM^3/hr Helium Purifier with Oil Removal System
Please contact us for your all of your high pressure purifier needs.
If you are requiring something outside the realm of what we show here on this site, we can provide a custom quote!
- Testing Centers
- Liquid Natural Gas Relocation
- Cryogenic Storage
- Industrial Gas Sellers
Tools related to Helium Purification:
Ability Engineering has many products that can be applied to our purification systems:
- Bayonets
- Pumpouts
- Flex Assemblies
- Cryogenic Process Valves (Manual or Actuated)
- Cryogenic Check Valves
Purifier Inquiry Form
Contact Information
Ability Engineering Technology, Inc.
Postal Code: 60473 | United States of America
Phone: +1 (708) 331-0025 | Fax: +1 (708) 331-5090
eMail: sales@abilityengineering.com
ASME Section VIII Div 1. U | UM
ISO 9001:2015
Cage Code: 3W141
eMail Newsletter Opt-In
Stay up to date with our latest news updates.
Please feel free to use our contact form and we'll get back to you as soon as possible!